这是本文档旧的修订版!
产品结构设计十大核心原则(专业详解+图解)
 在产品结构设计领域,设计方案需兼顾功能实现、工艺可行性、使用可靠性与用户体验,是融合工程技术、材料科学与生产工艺的综合性工作。本文梳理了产品结构设计中十大核心专业原则,从专业定义、设计要点、具象理解三个维度解析,并搭配专属简图,形成可直接复用的专业学习资料,适用于结构设计从业者学习与工程应用参考。
在产品结构设计领域,设计方案需兼顾功能实现、工艺可行性、使用可靠性与用户体验,是融合工程技术、材料科学与生产工艺的综合性工作。本文梳理了产品结构设计中十大核心专业原则,从专业定义、设计要点、具象理解三个维度解析,并搭配专属简图,形成可直接复用的专业学习资料,适用于结构设计从业者学习与工程应用参考。
一、DFM(可制造性设计)
专业定义
DFM(Design for Manufacturing)是产品设计阶段的核心方法论,指在概念设计与详细设计阶段,全面整合生产制造的工艺要求、设备加工能力、物料特性、成本约束及量产良率目标,通过设计优化使产品具备高效、稳定、经济的批量生产可行性,同时兼顾装配、检测、包装等下游环节的适配性,是连接设计与生产的关键桥梁。
设计核心
- 设计早期联合工艺、模具工程师开展工艺评审,规避设计与制造脱节;
- 优先选用成熟加工工艺、通用标准件与常用物料,降低生产复杂度;
- 平衡设计创新性与制造可行性,在满足功能的前提下简化结构,把控生产成本。
具象理解
再优秀的设计方案,若超出工厂模具加工精度、设备行程范围,或需定制特殊工艺导致成本翻倍、良率低下,均无法实现量产。DFM的本质是让设计“落地”,确保图纸能转化为可批量生产的实物。
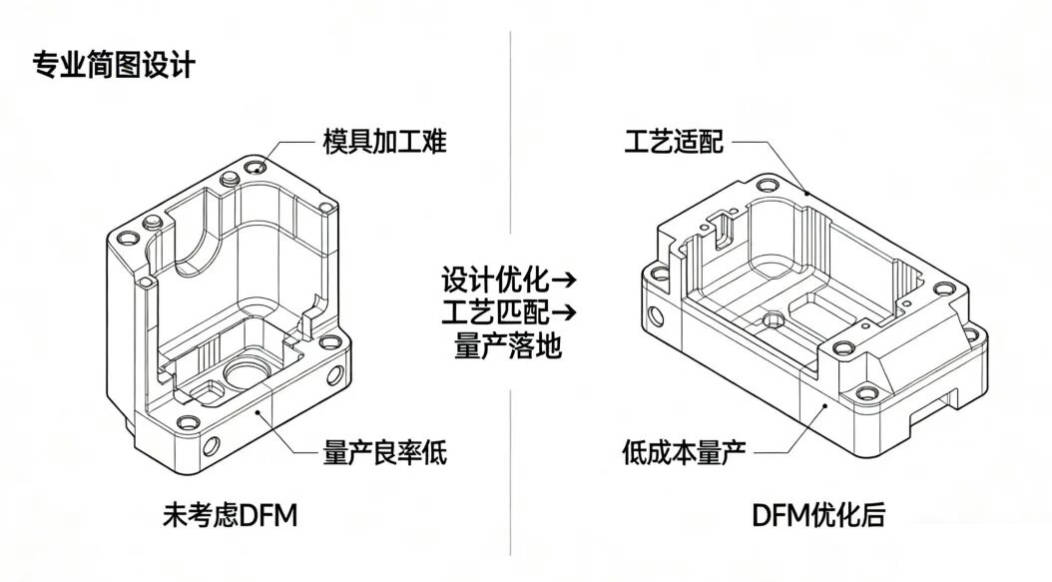 简图说明:左侧为未考虑DFM的设计(结构复杂、异形特征多,模具与加工难度大),右侧为DFM优化后设计(结构简化、特征标准化,适配批量生产工艺),箭头表示设计优化方向,体现“设计→工艺→量产”的衔接逻辑。
简图说明:左侧为未考虑DFM的设计(结构复杂、异形特征多,模具与加工难度大),右侧为DFM优化后设计(结构简化、特征标准化,适配批量生产工艺),箭头表示设计优化方向,体现“设计→工艺→量产”的衔接逻辑。
二、壁厚均匀性
专业定义
壁厚均匀性是塑胶、压铸、注塑等成型类产品的基础设计原则,指产品主体及各结构部位的壁厚保持一致,或采用渐变过渡方式衔接,无突然的厚壁堆积与薄壁突变。其核心目的是规避成型过程中,因熔体冷却速率不均、收缩应力不一致引发的缩水、凹陷、翘曲、气泡、内应力开裂等缺陷,同时保证产品力学性能的一致性。
设计核心
- 塑胶件常规壁厚控制在1.53mm,压铸件壁厚控制在25mm,最大壁厚不超过最小壁厚的2倍;
- 厚壁区域采用“掏空+加强筋”方式减薄,避免料流堆积;
- 壁厚过渡处采用圆弧/斜面渐变,过渡段长度不小于壁厚差的3倍,无直角突变。
具象理解
如同制作冰块,冰格厚度不均会导致薄处先凝固、厚处后凝固,内部应力使冰块开裂;塑胶产品成型时,壁厚不均会让熔体冷却收缩不同步,表面形成缩水痕,内部残留内应力,最终导致产品变形、强度下降甚至开裂。
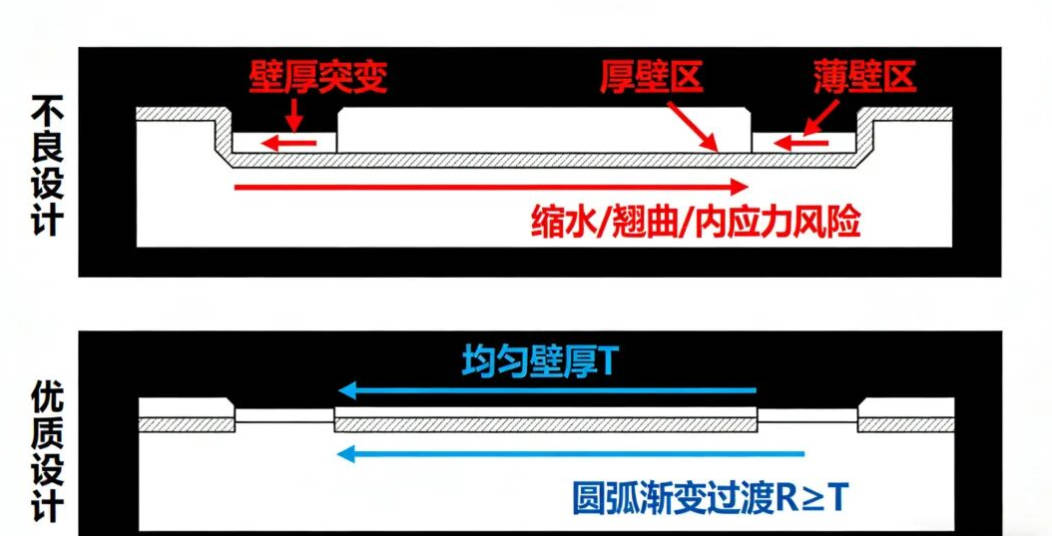 简图说明:上图为不良设计,标注「壁厚突变」「厚壁区」「薄壁区」,红色箭头指示收缩不均方向,标注「缩水/翘曲/内应力风险」;下图为优良设计,标注「均匀壁厚T」「圆弧渐变过渡R≥T」,无缺陷风险标识,蓝色箭头指示熔体均匀冷却收缩,体现壁厚均匀的设计要求。
简图说明:上图为不良设计,标注「壁厚突变」「厚壁区」「薄壁区」,红色箭头指示收缩不均方向,标注「缩水/翘曲/内应力风险」;下图为优良设计,标注「均匀壁厚T」「圆弧渐变过渡R≥T」,无缺陷风险标识,蓝色箭头指示熔体均匀冷却收缩,体现壁厚均匀的设计要求。
三、拔模斜度
专业定义
拔模斜度(Draft Angle)又称脱模斜度,是成型类产品的必备设计特征,指在产品垂直于模具分型面的所有表面上,设计的微小倾斜角度。其作用是消除产品与模具型腔/型芯之间的黏附力,使产品成型后能无损伤、顺利地从模具中脱出,同时避免模具型腔表面被刮擦,延长模具使用寿命,保证产品表面质量。
设计核心
- 塑胶件常规拔模斜度:外表面取0.5°2°,内表面取1°3°;表面要求越高、脱模高度越大,斜度需适当增大;
- 型芯侧(产品内表面)与型腔侧(产品外表面)斜度方向相反,均朝向脱模方向;
- 有装配配合要求的表面,斜度设计需兼顾配合精度,采用小斜度并通过公差补偿保证适配。
具象理解
类似蛋糕模具,若模具内壁为直上直下的垂直面,蛋糕脱模时易粘模、破损;模具内壁带有微小斜度,脱模阻力大幅降低,蛋糕可完整取出。产品的拔模斜度设计原理与此一致,是注塑、压铸成型的基本设计要求。
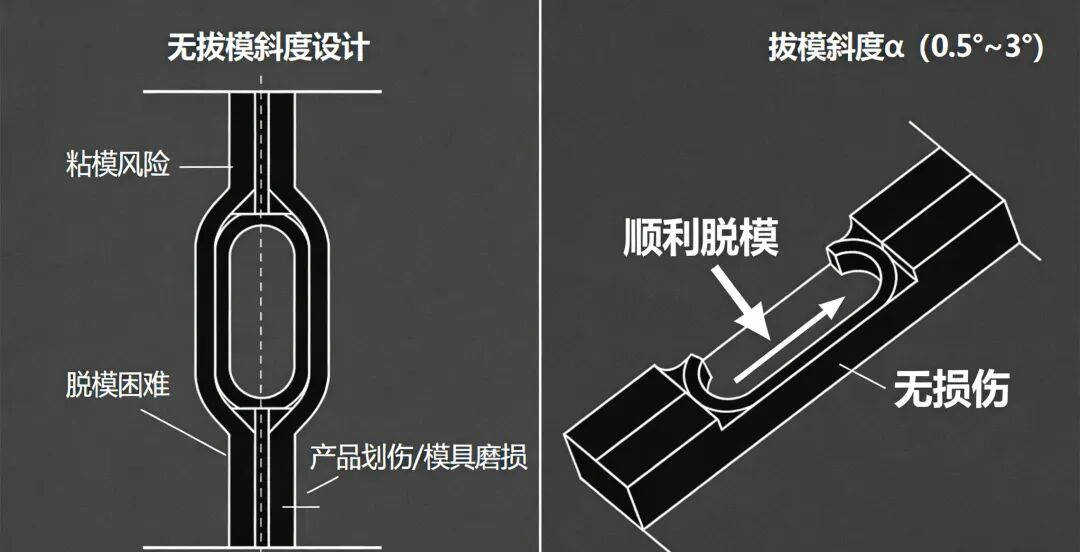 简图说明:左图为无拔模斜度设计,产品与模具型腔垂直贴合,标注「粘模风险」「脱模困难」「产品划伤/模具磨损」;右图为有拔模斜度设计,标注「拔模斜度α(0.5°3°)」,白色箭头指示脱模方向,标注「顺利脱模」「无损伤」,明确拔模斜度的方向、取值范围及核心作用。
===四、应力集中===
==专业定义==
应力集中是结构力学中的关键现象,指在产品结构的形状突变处(如尖角、直角、台阶、缺口、小孔洞、截面突变部位),局部应力值远大于整体平均应力值的情况。应力集中会大幅降低结构的静强度、疲劳强度与韧性,是产品受载时发生早期断裂、疲劳破坏的主要诱因,对脆性材料(如亚克力、陶瓷)和承受循环载荷的结构影响尤为显著。
==设计核心==
- 取消所有尖角/直角设计,统一替换为圆弧过渡,受载越大,圆弧半径越大(常规R≥0.5mm,重载结构R≥2mm);
- 结构台阶、孔洞边缘采用倒角(C0.5C2)或斜度过渡,避免截面突变;
简图说明:左图为无拔模斜度设计,产品与模具型腔垂直贴合,标注「粘模风险」「脱模困难」「产品划伤/模具磨损」;右图为有拔模斜度设计,标注「拔模斜度α(0.5°3°)」,白色箭头指示脱模方向,标注「顺利脱模」「无损伤」,明确拔模斜度的方向、取值范围及核心作用。
===四、应力集中===
==专业定义==
应力集中是结构力学中的关键现象,指在产品结构的形状突变处(如尖角、直角、台阶、缺口、小孔洞、截面突变部位),局部应力值远大于整体平均应力值的情况。应力集中会大幅降低结构的静强度、疲劳强度与韧性,是产品受载时发生早期断裂、疲劳破坏的主要诱因,对脆性材料(如亚克力、陶瓷)和承受循环载荷的结构影响尤为显著。
==设计核心==
- 取消所有尖角/直角设计,统一替换为圆弧过渡,受载越大,圆弧半径越大(常规R≥0.5mm,重载结构R≥2mm);
- 结构台阶、孔洞边缘采用倒角(C0.5C2)或斜度过渡,避免截面突变;
- 对高应力区域优化受力路径,采用加强筋、圆角组合设计,分散集中应力。
具象理解
- 如同撕布料,先剪一个小口,布料会从小口处轻松被撕开,小口处即为“应力集中点”;
- 产品结构中的尖角、直角就是这个“小口”,在外力(静载荷/动载荷)作用下,应力会在此处持续聚集,最终导致产品从该位置断裂。
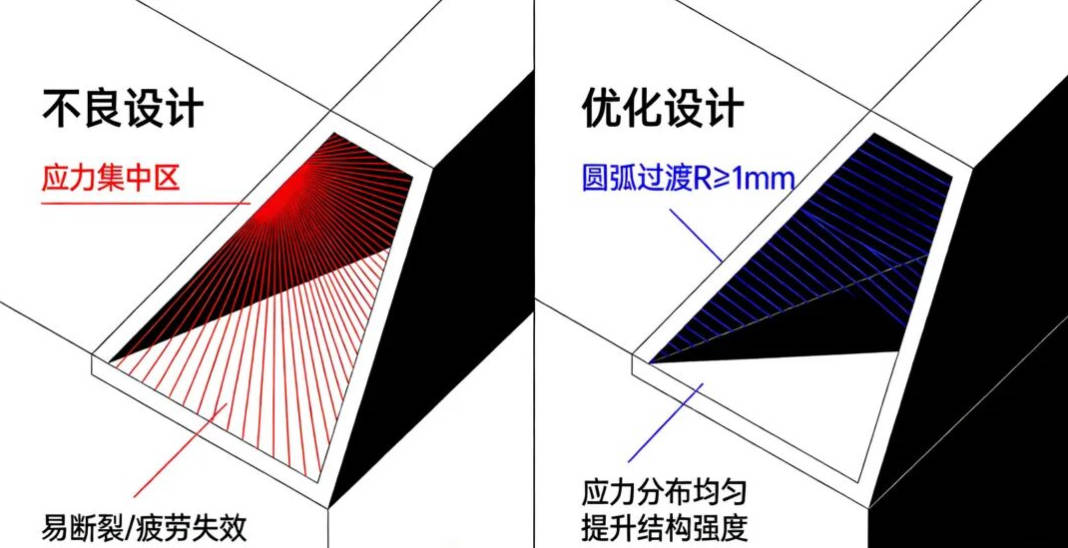 简图说明:左图为不良设计,尖角结构处标注「应力集中区」,红色密集线条表示应力聚集状态,标注「易断裂/疲劳失效」;右图为优良设计,尖角替换为「圆弧过渡R≥1mm」,蓝色稀疏线条表示应力均匀分散,标注「应力分布均匀」「提升结构强度」,直观展示应力集中的规避方法。
简图说明:左图为不良设计,尖角结构处标注「应力集中区」,红色密集线条表示应力聚集状态,标注「易断裂/疲劳失效」;右图为优良设计,尖角替换为「圆弧过渡R≥1mm」,蓝色稀疏线条表示应力均匀分散,标注「应力分布均匀」「提升结构强度」,直观展示应力集中的规避方法。
五、加强筋设计
专业定义
加强筋(Stiffener)是产品结构中轻量化强化的核心结构,指在产品壁面设计的薄壁凸起特征。通过合理的布置、尺寸设计与形状优化,加强筋可在不显著增加产品重量与材料用量的前提下,有效提升产品的刚度、强度与抗变形能力,同时还能优化成型时的熔体流动路径,减少产品缩水、气泡等缺陷,是塑胶、钣金产品设计中应用最广泛的强化手段。
设计核心
- 加强筋厚度为产品主体壁厚的60%~80%,避免壁厚过大引发缩水;
- 加强筋高度不超过主体壁厚的5倍,筋条间距不小于主体壁厚的2倍,保证成型与脱模;
- 筋条末端与产品主体采用圆弧过渡,避免应力集中;
- 优先采用“多条细筋”替代“单条粗筋”,强化效果更佳且成型性更好。
具象理解
- 如同纸箱内部的瓦楞纸,平整的纸板刚度差、易弯曲变形;
- 加入波浪形瓦楞纸后,纸板的支撑能力与刚度大幅提升,且未增加过多材料;
- 产品中的加强筋与瓦楞纸作用一致,实现“轻量化与高强度”的平衡。
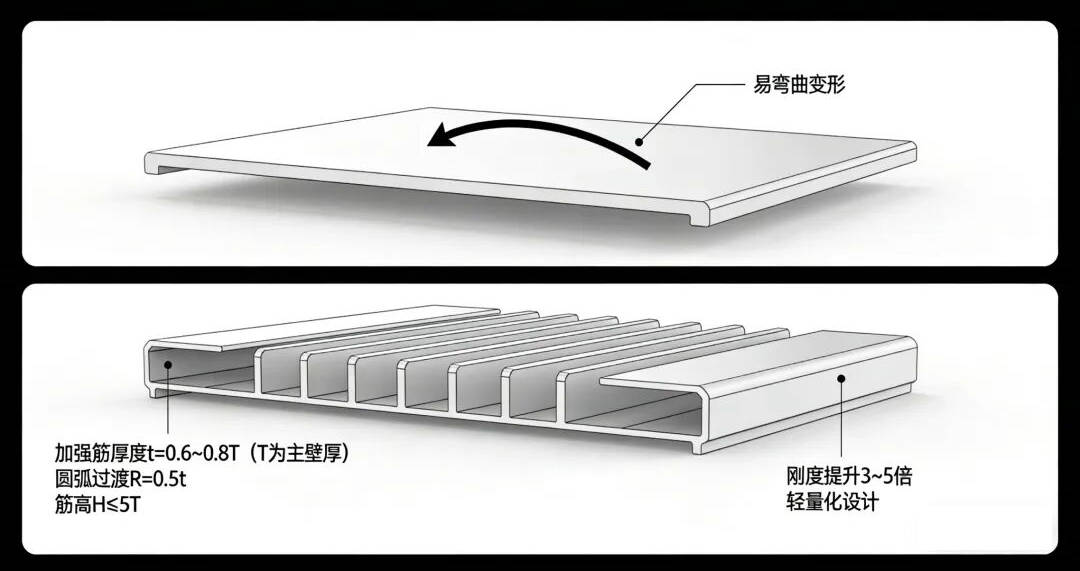 简图说明:上图为无加强筋结构,平板状产品标注「易弯曲变形」,黑色箭头指示弯曲方向;下图为加强筋设计,标注「加强筋厚度t=0.60.8T(T为主壁厚)」「圆弧过渡R=0.5t」「筋高H≤5T」,产品无明显变形,标注「刚度提升35倍」「轻量化设计」,同时展示加强筋的关键尺寸设计规范。
简图说明:上图为无加强筋结构,平板状产品标注「易弯曲变形」,黑色箭头指示弯曲方向;下图为加强筋设计,标注「加强筋厚度t=0.60.8T(T为主壁厚)」「圆弧过渡R=0.5t」「筋高H≤5T」,产品无明显变形,标注「刚度提升35倍」「轻量化设计」,同时展示加强筋的关键尺寸设计规范。
六、公差分析
专业定义
公差分析(Tolerance Analysis)是产品尺寸链设计的核心技术,指通过研究产品各零部件的尺寸公差、几何公差(形位公差:平行度、垂直度、同轴度等)的允许变动范围,分析尺寸链中各公差的累积效应,验证产品装配间隙、配合精度、功能性能是否满足设计要求。同时在保证产品性能的前提下,优化公差分配,平衡加工精度与制造成本,是产品装配可靠性的重要保障。
设计核心
- 建立完整的尺寸链模型,明确封闭环(装配/功能目标尺寸)、增环(增大封闭环的尺寸)、减环(减小封闭环的尺寸);
- 采用极值法(最坏情况)、均方根法(统计情况)计算公差累积,确保封闭环公差在允许范围内;
- 关键配合面、功能面分配严公差(如IT7IT9),非关键部位分配宽公差(如IT12IT14),降低加工成本;
- 匹配装配工艺类型(过盈配合、间隙配合、过渡配合)设计相应公差等级。
具象理解
- 如同做菜加盐,“适量”的表述模糊,会导致菜品咸淡不一;
- 而规定“加盐3±0.2克”,则明确了误差范围,保证菜品口味稳定;
- 公差就是产品零部件的“误差范围”,合理的公差分配能让各零部件精准装配、功能稳定,同时避免因过度追求精度导致加工成本飙升。
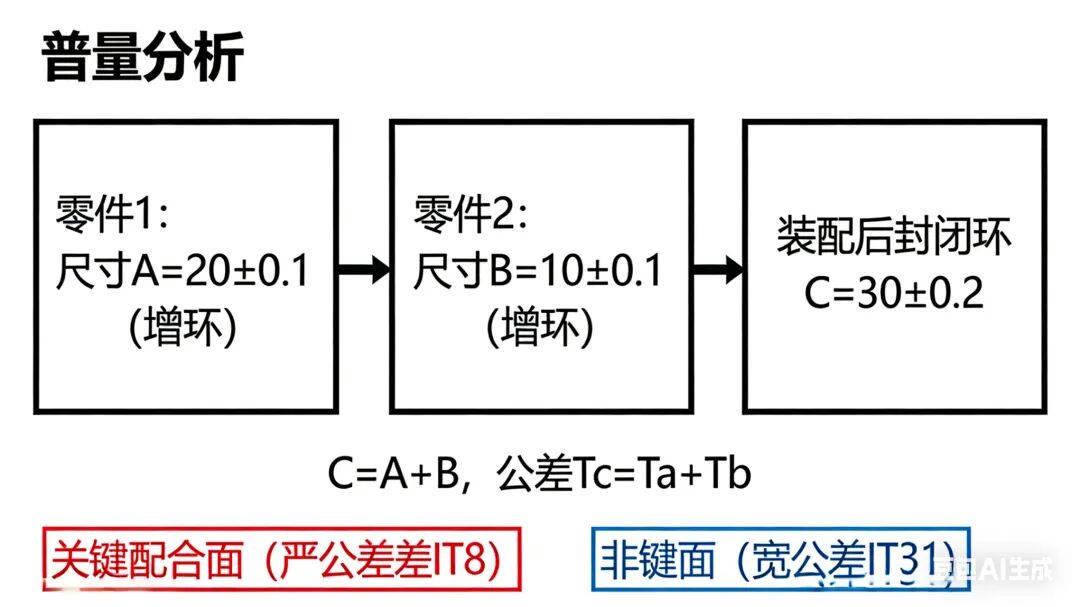 简图说明:展示简单装配尺寸链,标注「零件1:尺寸A=20±0.1(增环)」「零件2:尺寸B=10±0.1(增环)」「装配后封闭环C=30±0.2」,公式「C=A+B,公差Tc=Ta+Tb」体现公差累积规律;同时标注「关键配合面(严公差IT8)」「非关键面(宽公差IT13)」,直观说明公差分析与分配的核心逻辑。
简图说明:展示简单装配尺寸链,标注「零件1:尺寸A=20±0.1(增环)」「零件2:尺寸B=10±0.1(增环)」「装配后封闭环C=30±0.2」,公式「C=A+B,公差Tc=Ta+Tb」体现公差累积规律;同时标注「关键配合面(严公差IT8)」「非关键面(宽公差IT13)」,直观说明公差分析与分配的核心逻辑。
七、热膨胀系数匹配
专业定义
热膨胀系数匹配(CTE Matching)是多材料组合产品的关键设计原则,热膨胀系数(CTE)表示材料随温度变化的膨胀/收缩速率。该原则指在设计时,考量不同材料的CTE差异,通过结构设计、材料选型或工艺优化,抵消温度变化时各材料热胀冷缩的幅度差,防止产品出现变形、开裂、松脱、密封失效、装配间隙异常等问题,适用于塑胶与金属、玻璃与塑胶、不同塑胶材质组合的产品。
设计核心
- 优先选用CTE值相近的材料进行组合装配(如PC/ABS合金与镀锌钢,CTE差异较小);
- 对CTE差异大的材料,设计柔性连接结构(如弹性卡扣、硅胶密封圈、波纹管),释放热应力;
- 依据产品使用温度范围(-40℃~85℃为常规工业范围),进行高低温环境下的结构仿真与试验验证。
具象理解
- 冬季木门易卡住、夏季木门易出现缝隙,是因为木门(木材)与门框(铝合金/木材)的热膨胀系数不同,温度变化时收缩与膨胀的幅度不一致;
- 多材料产品若忽视CTE匹配,在高低温环境下会产生内应力,最终导致结构失效或功能异常。
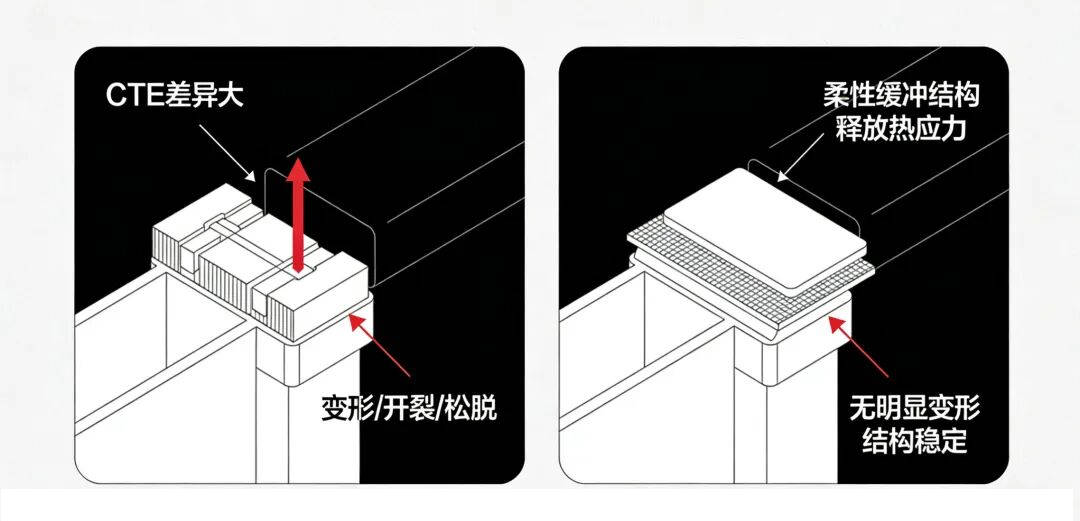 简图说明:左图为未考虑匹配的设计,塑胶件与金属件直接刚性连接,标注「CTE差异大」,高低温后标注「变形/开裂/松脱」,红色箭头指示变形方向;右图为匹配设计,增加硅胶垫柔性连接,标注「柔性缓冲结构」「释放热应力」,高低温后标注「无明显变形」「结构稳定」,展示热膨胀系数不匹配的核心解决方案。
简图说明:左图为未考虑匹配的设计,塑胶件与金属件直接刚性连接,标注「CTE差异大」,高低温后标注「变形/开裂/松脱」,红色箭头指示变形方向;右图为匹配设计,增加硅胶垫柔性连接,标注「柔性缓冲结构」「释放热应力」,高低温后标注「无明显变形」「结构稳定」,展示热膨胀系数不匹配的核心解决方案。
八、防错设计(Poka-yoke)
专业定义
防错设计(Poka-yoke,源于日本精益生产)是产品装配与使用的核心设计方法论,指通过产品结构、工装夹具或交互方式的设计,从根源上消除错误的可能性,具体包括:防止零部件错误装配、反向装配、漏装配,以及防止用户错误操作、误用产品。其核心原则是:让正确的操作容易做,错误的操作做不到,降低人为失误带来的质量风险与成本损失。
设计核心
- 采用不对称结构设计,避免正反、左右、上下装配混淆;
- 设置定位销、导向槽、防呆卡扣、键槽等特征,限定零部件的唯一装配位置;
- 对漏装配的关键零部件,设计互锁结构,未装配则无法完成后续装配工序;
- 简化产品操作接口,采用“唯一方向”“卡扣到位反馈”等设计,降低用户操作难度。
具象理解
- 传统USB接口的非对称设计,让插头只能沿唯一方向插入插座,反向则无法插入,这是最经典的防错设计;
- 手机充电口的Type-C接口虽为对称设计,但内部针脚的防错布局仍能避免错误接触,均体现了防错设计的核心思想。
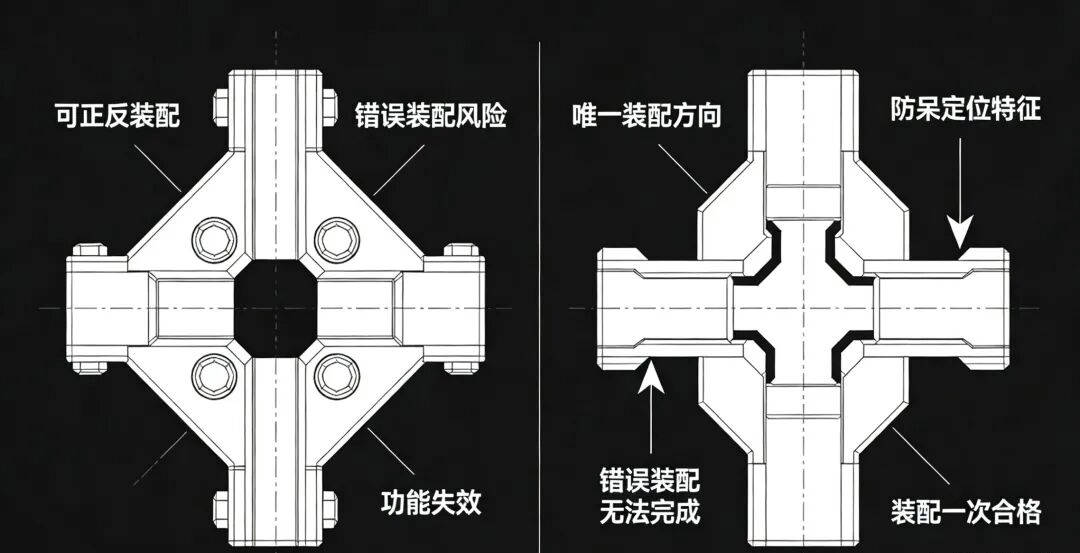 简图说明:左图为无防错设计,对称结构标注「可正反装配」「错误装配风险」「功能失效」;右图为防错设计,不对称定位槽标注「唯一装配方向」「防呆定位特征」,箭头指示正确装配方向,标注「错误装配无法完成」「装配一次合格」,展示防错设计的核心特征。
简图说明:左图为无防错设计,对称结构标注「可正反装配」「错误装配风险」「功能失效」;右图为防错设计,不对称定位槽标注「唯一装配方向」「防呆定位特征」,箭头指示正确装配方向,标注「错误装配无法完成」「装配一次合格」,展示防错设计的核心特征。
九、疲劳强度
专业定义
疲劳强度(Fatigue Strength)是材料与结构的关键力学性能指标,指材料/结构在循环载荷(交变载荷,如拉伸-压缩、弯曲-恢复、振动、冲击等)作用下,抵抗疲劳破坏的能力,通常用“疲劳极限”表示(即循环载荷作用下,材料/结构经无限次循环仍不发生断裂的最大应力值)。产品的疲劳强度直接决定了其在长期反复使用中的使用寿命与可靠性。
设计核心
- 优化结构形状,消除应力集中特征,分散循环载荷下的局部应力,提升结构疲劳寿命;
- 选用疲劳强度高的材料(如合金钢、碳纤维复合材料),或通过表面处理(淬火、氮化、喷丸)提升材料疲劳性能;
- 控制产品使用中的循环载荷幅度,避免超过材料的疲劳极限;
- 对承受循环载荷的关键结构(如转轴、合页、弹片),进行疲劳寿命仿真与物理试验验证。
具象理解
反复弯折铁丝,铁丝会从弯折处逐渐产生微裂纹,裂纹不断扩展最终导致铁丝断裂,这一过程即为疲劳破坏,铁丝的抗弯折能力就是其疲劳强度;产品中承受反复载荷的结构,若疲劳强度不足,会在长期使用中逐渐失效,如门合页断裂、按键弹片失去弹性。
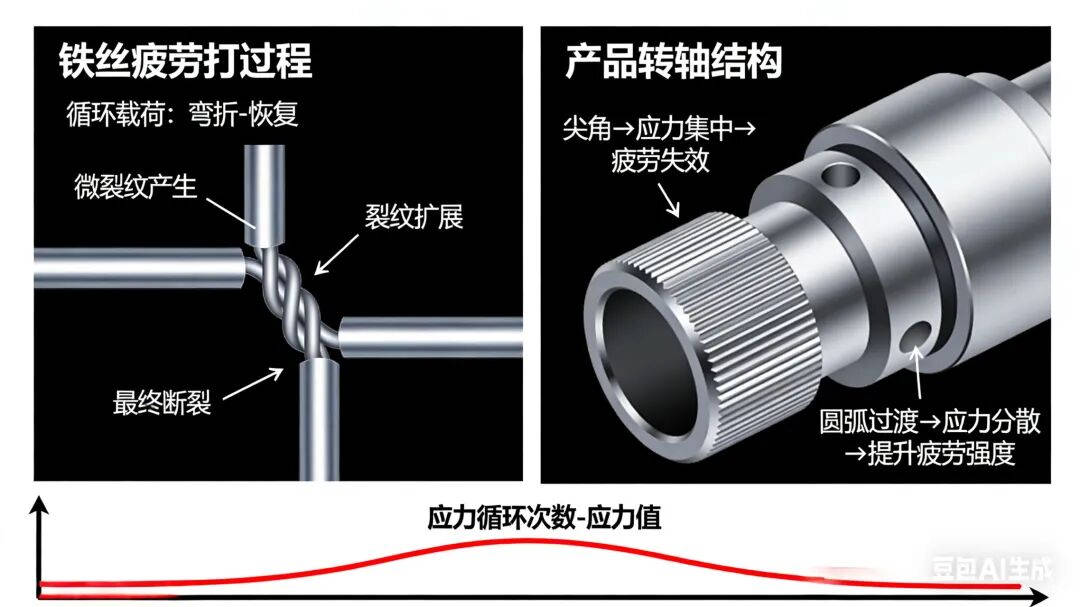 简图说明:左侧为铁丝疲劳破坏过程,依次标注「循环载荷:弯折-恢复」「微裂纹产生」「裂纹扩展」「最终断裂」;右侧为产品转轴结构,优化前标注「尖角→应力集中→疲劳失效」,优化后标注「圆弧过渡→应力分散→提升疲劳强度」,红色曲线表示“应力循环次数-应力值”关系,体现优化后疲劳极限的提升。
简图说明:左侧为铁丝疲劳破坏过程,依次标注「循环载荷:弯折-恢复」「微裂纹产生」「裂纹扩展」「最终断裂」;右侧为产品转轴结构,优化前标注「尖角→应力集中→疲劳失效」,优化后标注「圆弧过渡→应力分散→提升疲劳强度」,红色曲线表示“应力循环次数-应力值”关系,体现优化后疲劳极限的提升。
十、人机工程学
专业定义
人机工程学(Ergonomics)又称人体工程学,是融合人体解剖学、生理学、心理学、工程学的交叉学科,指在产品设计中,充分考量人体的生理特征(如肢体尺寸、发力习惯、感知能力、动作范围)与心理特征(如操作习惯、视觉感受、舒适度、使用心理),通过产品结构、尺寸、布局、交互方式的优化,实现产品与人的高度适配,最终提升产品的使用效率、操作便捷性、舒适性与安全性,同时降低用户长期使用的疲劳感。
设计核心
- 依据国家/国际人体尺寸标准(如中国成年人人体尺寸GB/T 10000)设计产品外形与操作部件;
- 优化操作力(如按键力1~3N)、操作行程,匹配人体发力习惯,降低操作难度;
- 考量视觉(如按键标识清晰度)、触觉(如防滑纹理)、听觉(如提示音音量)等感知体验,设计合理的反馈方式;
- 兼顾通用性,设计左右手通用、不同身高/体型人群适配的结构。
具象理解
牙刷手柄的凹凸防滑纹理、鼠标的人体工学曲面设计、汽车方向盘的粗细与握感优化、保温杯的防滑杯身与易拧杯盖,都是人机工程学的典型应用;其核心不是追求产品外观的美观,而是让用户在使用过程中“顺手、舒服、不累”。
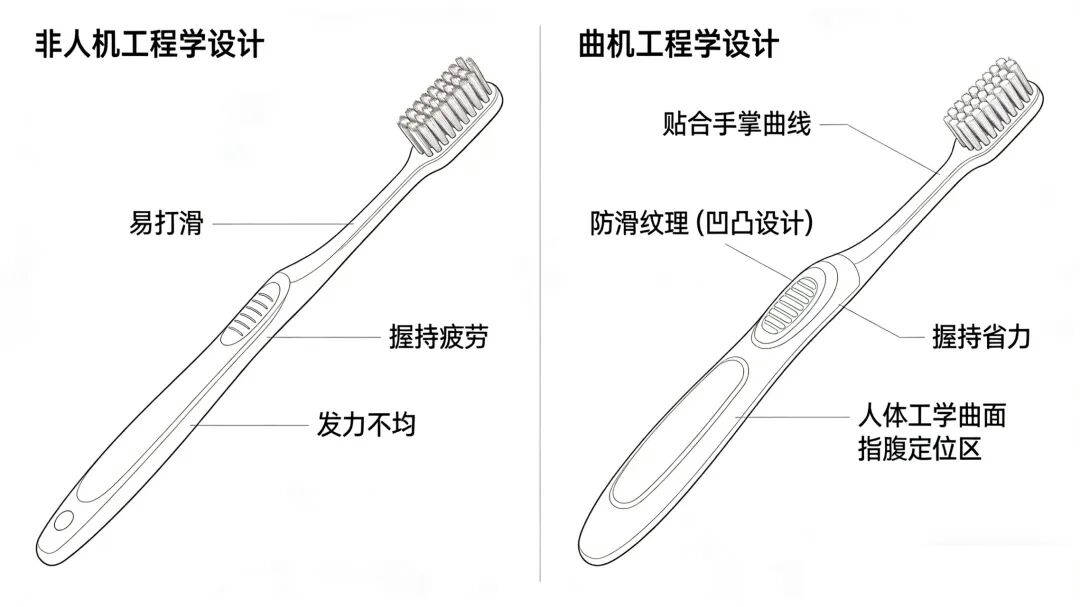 简图说明:左图为非人机工程学设计,直柄牙刷标注「易打滑」「握持疲劳」「发力不均」;右图为人机工程学设计,曲面防滑手柄标注「贴合手掌曲线」「防滑纹理(凹凸设计)」「握持省力」,同时标注「人体工学曲面」「指腹定位区」等核心设计特征,直观展示人机优化的关键要点。
简图说明:左图为非人机工程学设计,直柄牙刷标注「易打滑」「握持疲劳」「发力不均」;右图为人机工程学设计,曲面防滑手柄标注「贴合手掌曲线」「防滑纹理(凹凸设计)」「握持省力」,同时标注「人体工学曲面」「指腹定位区」等核心设计特征,直观展示人机优化的关键要点。
结语
产品结构设计是一门“平衡的艺术”,以上十大核心原则相互关联、相互制约,无绝对的优先级之分。在实际工程设计中,设计师需将这些原则融会贯通,结合产品的功能需求、使用场景、生产工艺与成本目标进行综合优化,才能设计出既满足性能要求,又具备可制造性、可靠性、经济性与用户友好性的优质产品。本文内容可直接作为结构设计培训资料、设计评审参考手册使用,助力设计工作的标准化与专业化。